





【奥太】免坡口、免清根、全熔透——为您解锁高效埋弧焊工艺

工艺现状

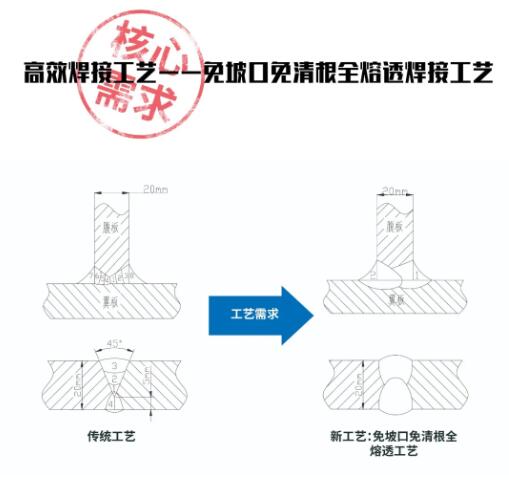
在钢结构、船舶制造等行业,中厚板平板对接、T型角接全熔透焊缝,在焊接时为了保证焊缝根部熔透质量,采用的传统工艺为:
开坡口,正面焊接完毕后,
反面采用碳弧气刨清根后进行焊接,
此工艺生产周期长、
成本高、工人劳动强度高!
01 H型钢全熔透传统工艺示例(腹板20mm):

焊接工序:
①坡口侧气保焊(埋弧焊)打底、填充
②背部清根
③气保焊(埋弧焊)填充
④埋弧焊盖面
02 拼板全熔透传统工艺示例(板厚20mm):

焊接工序:
①坡口侧埋弧焊打底、填充、盖面
②背部清根
③埋弧焊盖面
工艺需求
奥太高效焊接系统解决方案来了!!!
配套设备&工艺原理
利用埋弧焊熔深大、焊丝熔敷率高、焊缝质量高,以及埋弧焊焊接过程中熔池的形状特征等特点,采用合理的焊接规范实现免坡口免清根全熔透工艺。

新工艺示例
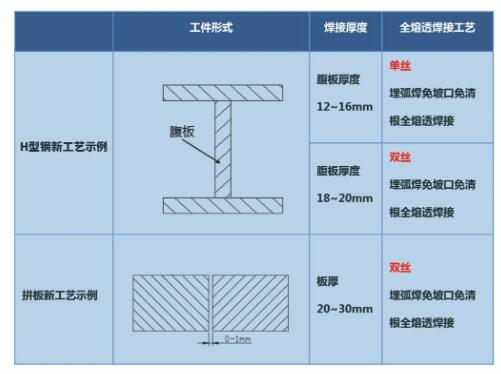
01 H型钢腹板厚12-16mm:
单丝埋弧焊免坡口免清根全熔透焊接
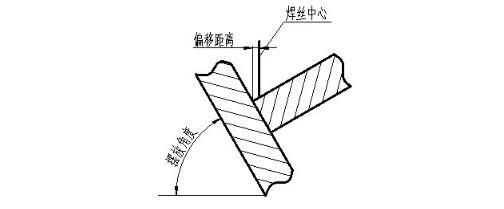
①焊丝干伸长:25-30mm
②工件摆放角度:翼板与水平面成45°-50°
③焊接位置:焊丝偏向腹板侧,焊丝中心距离待焊中心线0-3mm

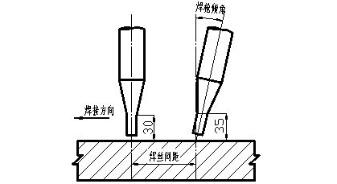
02 H型钢腹板厚18-20mm:
双丝埋弧焊免坡口免清根全熔透焊接
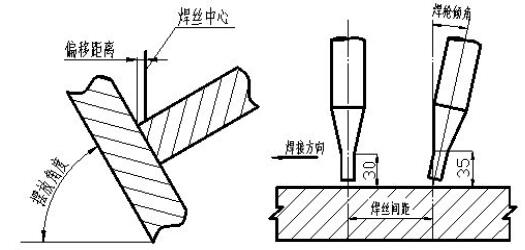
①焊枪倾角:前丝垂直,后丝后倾10-15°
②焊丝干伸长:30-35mm
③焊丝间距:20-25mm
④工件摆放角度:翼板与水平面成55°-60°
⑤焊接位置:焊丝偏向腹板侧,焊丝中心距离待焊中心线3-6mm

03 拼板对接缝,板厚20-30mm:
双丝埋弧焊免坡口免清根全熔透焊接
①焊枪倾角:前丝垂直,后丝后倾10-15°
②焊丝干伸长:30-35mm
③焊丝间距:20-25mm
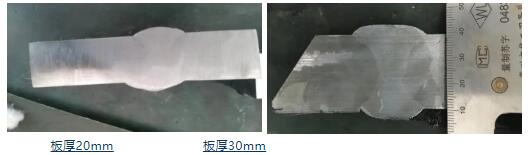
焊接效果

①焊缝外观成型良好,无气孔、咬边、裂纹、未熔合等缺陷;
②焊缝内部质量:焊缝100%UT检测,满足GB11345,焊缝质量等级为I级焊缝。宏观金相断面未发现气孔、夹杂、裂缝、未焊透、未熔合等焊接缺陷。
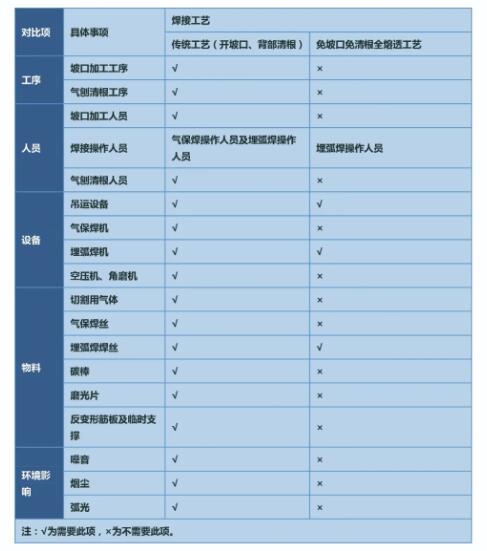
优势对比分析
01 生产过程中主要条件对比:
02 焊接成本及时间对比:
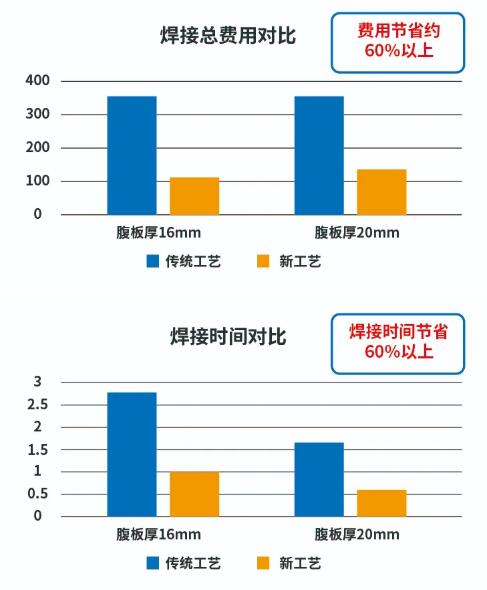
注:
①工件为H型钢,腹板厚度为16mm及20mm,焊缝长度按9m单条焊缝进行计算;
②焊接用时:焊接启动到停止,不包括工件翻面及焊缝清理等时间;
③总费用包含:人工费、切割气体、碳棒及焊丝成本费。不包括电费、埋弧焊焊剂及气保焊气体成本。

好的文章,需要您的鼓励
6

- 最新资讯
- 最新问答
-
非夕科技入选2025福布斯中国人工智能科技企业 TOP 50
关键字: 非夕科技 2025-05-22 -
共创·共生·共赢 | 2025年节卡机器人全球合作伙伴大会圆满召开
关键字: 节卡机器人 2025-05-22 -
QJAR | 智启未来,钱江机器人闪耀华南展
关键字: 钱江机器人 2025-05-21 -
速来!这个地方藏着智能黑科技
关键字: 海康机器人 2025-05-21 -
药房-病区-手术室无界协同,MiR将在CHCC用AMR诠释医院物流柔性升级路径
关键字: mir 2025-05-21
-
激光焊接机器人的特点有哪些?
标签: 激光焊接机器人,焊接机器人,工业机器人 提问:小T 2025-04-15 11:02:00 -
工业机器人码垛原理是什么?
标签: 码垛机器人,工业机器人 提问:晓明 2025-03-24 12:00:00 -
什么是自动焊接和半自动焊接?
标签: 焊接,焊接机器人 提问:小君 2025-03-18 09:00:00 -
发那科机器人的信号种类?
标签: 发那科机器人,IO信号 提问:小马 2025-03-10 15:00:00 -
弧焊机器人有什么性能标准和要求?
标签: 弧焊机器人 提问:小常 2025-03-05 15:00:00
山东奥太电气有限公司
 6年
6年



- 2021-01-05 15:49:07
- 2022-06-09 17:46:18
- 2021-03-09 11:18:10
- 2021-02-05 13:07:47
- 2019-12-19 17:58:28
- 2021-03-05 18:02:45
- 2025-05-22
- 2025-05-22
- 2025-05-21
- 2025-05-21
- 2025-05-21
- 2025-05-21
- 2025-05-20
- 2025-05-20
- 2025-05-20
- 2025-05-20









